
Sustainable luxury paperboard packaging
Our luxury paperboard products



Trusted supplier
“We have found a supplier in whom we can place an absolute trust.”
Andrea Musker–Wrensch, NPD and Compliance, Neom

We’re flexible and reliable
We’ll help you to seize on new opportunities by quickly reacting to your needs. By talking your language and taking decisions promptly and without fuss. From receipt of artwork to the creation of finished goods, we’re able to achieve an enviable turnaround time of two weeks, delivering the complete package.
Added to that, our centrally located factory in Chesterfield, Derbyshire is ideally placed to get goods out to all corners of the UK in the shortest possible time.

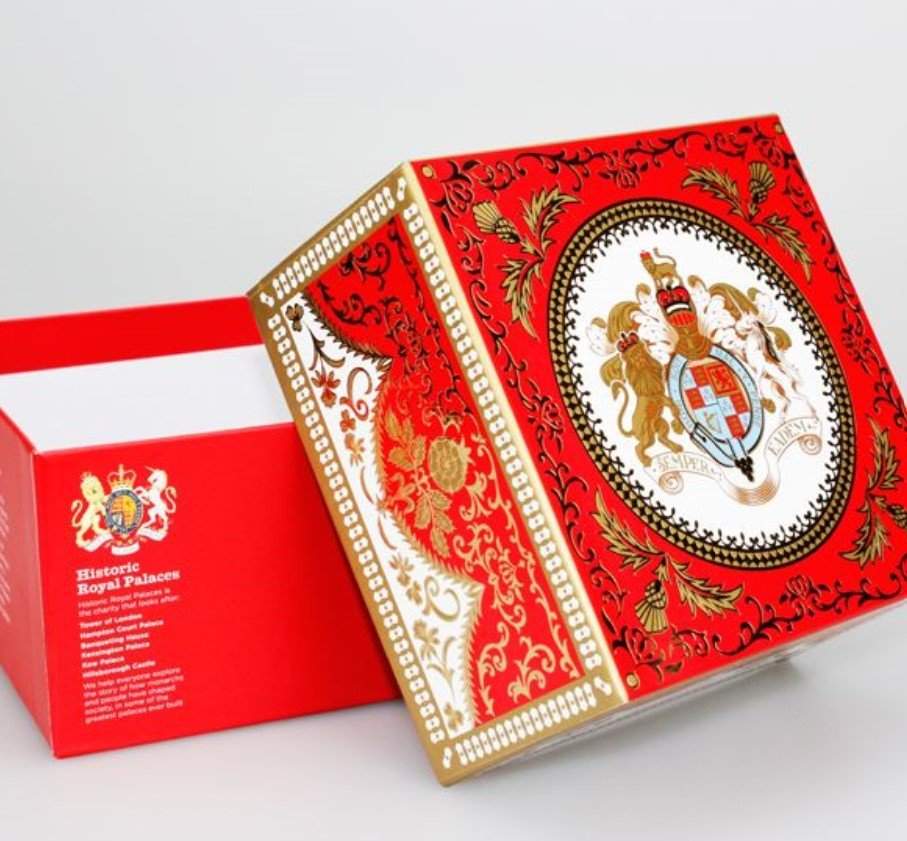
We marry luxury with sustainability
Luxury and sustainability need not be mutually exclusive. In fact, it’s our belief that they’re the perfect partners! The beauty of an exquisitely crafted box is only enhanced by its impressive sustainability credentials.
We work with some of the world’s most luxurious brands to create their most impactful and appealing packaging, embossed and debossed with their trademark designs and all that signifies excellence. Importantly, our paperboard is made of 100% post-consumer recycled material (PCR) and is widely recyclable. Our paper is made from sustainable sources and we are moving towards FSC-certification.
“Our ‘influencer box’ is the perfect way to showcase products that create a ‘wow’.”
Hannah Whitehead, Consumables Buyer, Cult Beauty
Take a closer look





Which markets do we serve?
Food and drink
Our food and drink packaging, quite simply, evolve alongside brands and consumer needs; committed to helping our customers deliver with speed and efficiency.
Personal care and beauty
Whether your brand is prestige or masstige, we can tailor a packaging solution accordingly.
Homecare
The range of products in this sector is as extensive as its consumers’ requirements, across bathroom and kitchen cleaning, dishwashing and laundry, and air care.
